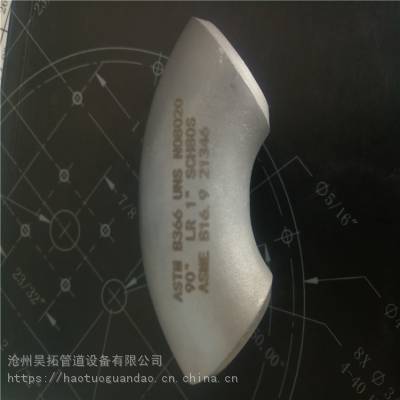
| 产品特性:耐酸碱 | 材质:合金钢 | 管厚:15.2mm |
| 特殊功能:耐腐蚀、 耐高压 | 直径:88.9mm | 产地:沧州 |
| 品牌:沧州昊拓管道 | 型号:LRDN808020 | 重量:6.11kg |
| 执行标准:GB/T12459 | 壁厚:6.02mm | 等级:A2 |
| 产品规格:DN80 | 包装:木箱 | 表面:喷砂 |
| 产品运输:配送到厂 | 工艺:压制 |
N08020在熔合区中碳扩散层的形成是由于珠光体钢含碳量较高,合金元素少,而奥氏体钢却相反。在高温加热过程中珠光体钢与奥氏体钢界面发生碳迁移,珠光体钢一侧形成脱碳层,奥氏体钢一侧形成增碳层,造成两侧力学性能相差较大,引起应力集中。为阻碍碳化物的形成,同时可以缩短焊缝高温停留时间,可以采用增加奥氏体焊缝中镍含量的方法。
焊缝中的残余应力是由于珠光体钢和奥氏体钢的线膨胀系数相差较大引起的(珠光体钢与奥氏体钢膨胀系数之比为14:17),且奥氏体钢的导热能力差,仅为珠光体钢的50%,因此焊后在焊缝和熔合线附近产生较大的焊接残余应力。在交变温度条件下,就可能出现熔合区珠光体钢侧热疲劳裂纹,使接头过早断裂。若优先选用与珠光体钢线膨胀系数相近且塑性较好的镍基材料作为填充金属,这会使得焊接应力集中在焊缝与塑性变形能力强的奥氏体钢一侧,同时应严格控制焊接层间温度,控制冷却速度,避免温度剧烈变化。

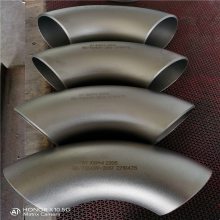
一个方形弯头制作小工装用得着的可以借鉴一下:针对本次工程方形弯头数量较多,并且个体较大,采用原有的制作模式不能***制作工期,并且制作质量也达不到现在的质量要求。六项目部员工在项目负责人的带领下即是广义,积极地想办法制作工装。最终项目部决定采用门字形工装,即根据弯头的尺寸在制作现场用槽钢焊接与弯头尺寸相符的两个门字形工装。制作时通过***的号料、下料将弯头的四片料片准备齐全,并且修磨到位。组对时先将弯头的两片侧板根据具体尺寸定位固定在工装的两侧,然后将弯头的外弧板吊装在两片侧板上,利用侧板及工装的共同支撑将外弧板***在弯头上,由于侧板料片及工装的弧度作用,外弧板会自然成形,并且成形较好。
我提一个第四种方法吧定制180°弯头,然后往小处切割;就是比较费钱,不过比较稳妥。按说180°弯头也是标准件,不过确实用得不太多。前面我们都是这样出料的,不过施工的时候出现了***种方式处理,应该简单点吧。用90度或者45度的弯头进行切割后拼成一定的角度进行焊接,施工中一般就这样处理。如果有特别要求,如果温度度,应力大,可以定制。推制弯头的制作工艺:推制弯头的制作下面我再谈一下管件生产的工艺流程。以弯头为倒,若做长半径弯头,如用天管公司的管,要先选定规格,提出管料。