| 产品特性:耐腐蚀 | 材质:合金钢 | 管厚:18mm |
| 特殊功能:耐腐蚀、 耐高压 | 直径:60mm | 产地:沧州 |
| 品牌:沧州昊拓管道 | 型号:LR50276 | 重量:7kg |
| 执行标准:HG/T12459 | 壁厚:8mm | 等级:1 |
| 产品规格:HG/T12459 | 工艺:压制 | 原材:无缝管 |
| 包装:木箱 | 运输:配送到厂 |
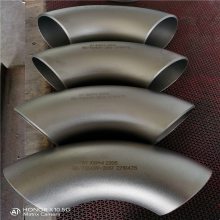
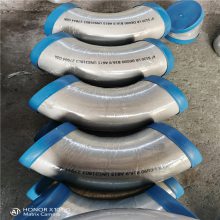
哈氏合金HastelloyC-276弯头三通 NS334弯头三通 耐腐蚀2.4819弯头
NS334热加工:
1.NS334的热加工温度范围1200℃~950℃,冷却方式为水冷或快速空冷。
2.为***的防腐性能,热加工后应进行热处理,工件应直接加入已升温的热处理炉。
NS334冷加工:
1.NS334的加工硬化率大于奥氏体不锈钢,因此需要对加工设备进行挑选。工件应为固溶热处理态,并且在冷轧过程中应有中间退火。
2.若冷轧变形量大于15%,则需要对工件进行二次固溶处理。
NS334热处理:
1.NS334的固溶处理温度范围是1100℃~1160℃。
2.冷却方式为水淬,厚度小于1.5mm的材料也可采用快速空冷。若采用空冷,则应在2分钟内从1000℃冷却至600℃。
3.在热处理过程中,必须保持工件清洁。
NS334去氧化皮:
1. NS334的表面氧化物和焊缝周围的焊渣的附着性比不锈钢更强,推荐使用细晶砂带或细晶砂轮进行打磨。
2.在用HNO3/HF混合酸进行酸洗前必须喷砂或打磨将氧化膜打碎。
NS334机加工:
同时由于熔融金属的粘滞性,在对接焊时应采用更大的坡口角度(60~70°)以抵消材料的收缩。
由于对加工硬化敏感,因此宜采用低切削速度和重进刀进行加工,才能车入已冷作硬化的表层下面。

NS334焊接:
在对镍基材料进行焊接时,应遵循以下规程:
1.工作场地工作场地应单独分开或与碳钢的加工区域有足够远的距离,尽可能保持清洁,设有隔板并避免两区域间通风。
2.工作服和辅助用品应佩戴干净的细纹皮手套,穿着干净的工作服。
3.工具和机器设备应该有镍基合金和镍铬钢的专用工具,钢丝刷应采用不锈钢材料制成,机器设备如剪切机、冲床、轧机等应该盖上毡、纸板或塑料纸以防铁碳金属掉在机器表面而使加工材料粘上,导致腐蚀。
NS334清理
待焊接的材料应为固溶处理态,去除氧化皮、油污和各种标记印痕,并用丙酮对焊接区域的基体金属和填充合金(如焊条)进行清洁,注意不能使用三氯乙烯TRI、全氯乙烯PER和四氯化物TETRA。
NS334边缘准备
采用机加工,如车、铣、刨,也可以进行等离子切割,若采用后者,切割边缘(焊接面)一定要研磨干净平整,允许不过热的精磨。该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想办法。该碳钢弯头制造工艺的优点主要表如今以下几个方面:不需管坯作原料,可节约制管设备及模具费用,且可得到恣意大直径而壁厚相对较薄的碳钢弯头。坯料为平板或可展曲面,因此下料简单,精度容易***,组装焊接便当。
冲压弯头是一种良好的弯头,在不同的领域和行业得到了广泛的应用和推广,冲压弯头由与管件材料相同的冲模成形而成,然后将两个半环弯头成批焊接,冲压弯头的焊接需要按照一定的工艺进行生产和加工,由于各种管道的焊接标准不同,一般为按组固定的半成品,现场施工按管道的焊接等级进行焊接,故又称两半冲压弯头。
1.冲压弯头加工是利用传统的或特殊的冲压设备,使钣金在模具中直接受变形力和变形的影响,以获得一定形状、尺寸和性能的产品零件生产工艺。