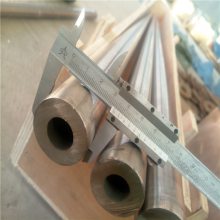
| 产品特性:耐腐蚀 | 材质:合金钢 | 管厚:8.16mm |
| 特殊功能:耐腐蚀、 耐高压 | 直径:114.3mm | 产地:盐山 |
| 品牌:沧州昊拓管道 | 型号:LRDN100 | 重量:8.87kg |
| 执行标准:GB/T12459 | 壁厚:8.26mm | 等级:2 |
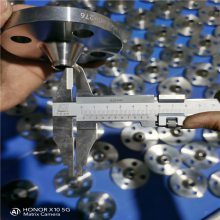
| 产品规格:DN100 | 工艺:压制 | 包装:木箱 |
| 可售范围:全国 |
自动轧管机把厚壁毛管轧成薄壁荒管。一般经2~3道次,轧制到成品壁厚,总延伸率约为1.8~2.2。70年代以来,用单孔槽轧辊、双机架串列轧机、双槽跟踪轧制和球形顶头等技术,都提高了生产效率,实现了轧管机械化。均整机结构与穿孔机相似。均整的目的在于消除内外表面缺陷和荒管的椭圆度,减少横向壁厚不均匀。近年采用三辊均整机,提高了均整机变形量和均整效率。定径机由3~12架组成,减径机由12~24架组成,减径率约达3~28%。50年代出现的张力减径机,在调整辊速和减径的同时,以适当的张力控制壁厚。新型张力减径机一般用三辊式,有18~28架,减径率达80%,减壁率达44%,出口速度达每秒18mm。张力减径机有两端增厚的缺点,可用“头尾端部突加电气控制”或微张力减径消除。自动轧管机组常用系列有外径为100mm、140mm、250mm和400mm四种,生产外径17~426mm钢管。机组的特点是在穿孔机上实现主要变形,规格变化较灵活,生产品种范围较广。由于连续轧管技术的发展,已不再建造140mm以下的机组。
壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±.%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是.mm的壁厚,一般都提.mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。