| 产品特性:耐腐 | 材质:合金钢 | 管厚:6mm |
| 特殊功能:耐腐蚀 | 直径:114mm | 产地:盐山 |
| 品牌:沧州昊拓管道 | 型号:LRDN100 | 重量:4.6kg |
| 执行标准:GB/T12459 | 壁厚:6.2mm | 等级:A2 |
| 产品规格:DN100 | 表面:喷砂 | 包装:木箱 |
| 加工:压制 |
哈氏合金NS334是一种含钨的镍铬钼合金,其硅、碳的含量极低。 NS334的特点是: 在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。 ***耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。NS334耐氯腐蚀合金对比C276合金差异是什么呢?NS334合金主要是为了解决C牌号的晶间腐蚀,将合金中的碳和硅降致很低量,避免了焊接热影响区的晶间连续晶界沉淀相,使合金在焊接状态下未有晶间腐蚀。但是合金热稳定性不行。Hastelloy C-276合金是少数几种能应用于热浓H2SO4溶液的材料之一.主要耐湿氯、各种氧化性氯化物、氯化盐溶液、H2SO4与氧化性盐,在低温与中温HCl中均有很好的耐蚀性能。因此,近三十年以来、在苛刻的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、环保等工业领域有着相当广泛的应用。大家本合金是在C基础上延伸的产品,主要是提高耐晶间腐蚀性能,在改变完后还有加工成形性也有大大的的改善。

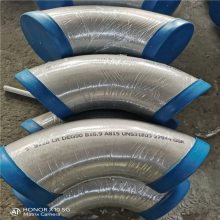
不锈钢对焊弯头三通等的表面处理问题 :欢迎各位同行业进来讨论,我查找了不锈钢对焊管件标准ASTMA403,涉及到了加工的诸多方面,而里面并没有提到抛丸/滚砂/喷砂处理。而我们国内在加工不锈钢管件时,都采用了这个这道工序。那么这道工序除了清除管件表面,增加其性能以外,还有其他的作用吗?另外经过抛丸,不锈钢的硬度会不会超标?
另外,我今天也收到了客户发过来的OUTOKUMPU公司生产的弯头图片,其中一只成品弯头的表面应该是酸洗过。另外一只弯头,同样是抛丸处理。那么我的问题出来了,这道工序到底必不必要?如果必要,为什么标准里没有说明。
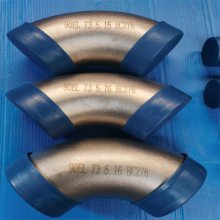
推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。