| 产品特性:耐腐蚀 | 材质:合金钢 | 产地:沧州 |
| 货号:400 | 等级:1 | 抗压强度:663 |
| 类型:横向型 | 连接方式:焊接 | 品牌:沧州昊拓管道 |
| 特殊功能:弹性好、 耐腐蚀、 耐高压 | 型号:400 | 直径:114 |
| 执行标准:HG/T25092 | 产品规格:DN100 | 是否跨境货源:否 |

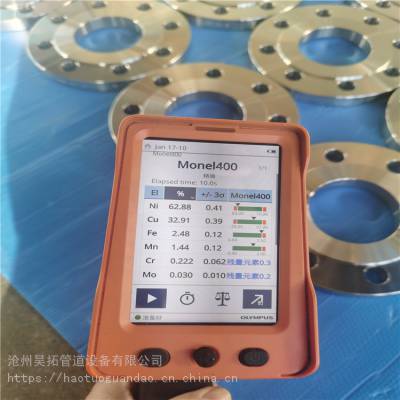
Monel400(UNSN04400),一种Ni-Cu合金,在海水、稀氢氟suan、稀liusuan等腐蚀环境中具有优异的耐腐蚀性能。广泛应用于海洋工程、制盐设备、化工设备等领域。
纯镍、C2000、C22、601、800、59、31等合金就不具体赘述。其它文章皆有详尽的介绍。
2、镍基合金复合板的国内标准
镍基合金一般用作复合板的复层材料,基层材料可以是碳钢及低合金钢,也可以是不锈钢。以上所提及的所有镍基合金,都可以被用来制作镍基合金复合板。
JB4748-2002是镍基合金以往执行的标准,2010年5月1日,NB/T47002.2-2009标准——《压力容器用baozha焊接复合板第2部分:镍-钢复合板》实施,正式取代了JB标准。
3、镍基合金复合板生产流程
镍基合金复合钢板,从原材料入厂检验到成品的包装发运,一般要经过几十道工序,主要的工序如下:原材料入厂检验→基、复材划线下料→基材抛光除锈→复材拼接→复材校平→基、复材配板→baozha复合→无损检测→未结合区域补焊→复合板热处理→校平→性能检验→二次无损检测→齐边定尺→复材表面suan洗钝化或机械抛光→成品检验→包装等工序。
4、镍基合金复合板的热处理
镍基合金复合板的热处理与奥氏体不锈钢复合板的热处理相比,有着很多相同之处。首先,必须兼顾考虑基材和复材两种材料的组织、状态、性能等特点。其次要考虑热处理对结合界面强度的影响。镍基合金复合板的热处理又一定的特殊性,镍基合金自身的固溶处理温度很高,并要求很快的冷却速度。而在碳钢基材正火温度范围内,多数镍基合金敏化严重,析出多种金属间化合物,降低镍基合金的耐腐蚀性能。
以碳钢及低合金钢为基材的镍基合金复合板,为了兼顾基材的力学性能和复材的耐腐蚀性能,多数采用消应力热处理。而不锈钢的热处理方式和镍基合金的相似,因此,以不锈钢为基材的镍基合金复合板的热处理就多了一种选择,即固溶处理。
下面简要介绍几种镍基合金复合板的热处理方式。
a、HastelloyC-276复合板的热处理
资料介绍的C-276合金的固溶温度为1150~1175℃。从图2可以看出,C-276合金在700~1050℃温度范围内,只需很短的时间,就开始敏化,因此,C-276复合板尽可能在700℃以下进行消应力热处理。如果以不锈钢为基材,还可以选择高温固溶处理。
b、Incoloy825复合板的热处理
据资料介绍,825合金的热处理温度范围是920~980℃,zui合适的是940±10℃,快速冷却,***材料的耐腐蚀性能。
825合金可以组合的基材包括C-Mn钢,Cr-Mo钢,不锈钢。以C-Mn钢和不锈钢为基材的复合板,可以直接采用825合金的推荐热处理工艺。以Cr-Mo钢为基材的复合板,可以采用正火+回火或回火的工艺方式。正火工艺采用825合金推荐热处理工艺,回火工艺推荐采用700±10℃,快速冷却。
c、Inconel625复合板的热处理
625合金的敏化时间较长,在正常的热处理条件下,不容易发生敏化。因此,625复合板的热处理可以正火处理或消应力热处理。以不锈钢为基材的复合板,可以选择固溶处理或消应力热处理。Inconel
625+Q345R复合板经1000℃的热处理后,能得到很好的力学性能和耐腐蚀性能。
随着各类设备使用要求的提高,越来越多的镍基合金复合板得到应用。复合板制造过程中一定要重点注意热处理质量控制。在镍基合金复合板的制造过程中,应当根据复层镍基合金的特点、腐蚀性能要求及复合板自身的特点来选择适当的热处理工艺。实践表明,恰当的热处理工艺既能程度地消除baozha过程中产生的应力,恢复和改善基材力学性能,又能***复层镍基合金的耐腐蚀性能。
5、镍基合金复合板的力学性能和腐蚀性能的检验
镍基合金复合板可以采用的标准有NB/T47002.2-2009和ASMESA265等。力学性能检验按标准所列项目及用户要求进行检测,如拉伸试验、冲击试验、弯曲试验、剪切试验等。NB/T47002.2-2009规定剪切强度的不小于210Ma,ASME
SA265规定剪切强度不小于140Ma。实践表明,采用baozha法生产的镍基合金复合板的剪切强度一般不小于300Ma,远大于标准要求值。拉伸、冲击等性能达到基材的要求,***复合板在设备制作和运行过程中所需的强度和韧性,保障设备安全运行。
对于复合后的镍基合金层的耐腐蚀性能检测,是复合板性能检测的一个重要指标。镍基合金常用的晶间腐蚀试验方法为ASTMG28(A法和B法),评定镍基合金的晶间腐蚀倾向。而复合板复合后的热处理,是***复层镍基合金的耐腐蚀性能关键过程。
镍基合金深加工时的注意事项和N06600案例分享:镍基合金材料附加值高,它的加工也是个比较困难的活。当遇到Inconel600、625和哈氏合金C276或者B3等难加工合金材料时,加工知识与经验就显得非常重要。这些材料具有很高的强度、耐腐蚀性,并要经受极高的温度。因此一方面,需要在上述材料中加入了一些特殊元素,以获得优越的性能;另一方面,特殊元素的加入也使得材料特别难于铣削加工。认为,在镍系合金中占据主导作用的镍和铬两个主要添加成分,其实在加工上相背的:增加镍能增加材料韧性,加入铬可提高材料的硬度,再加上其它成分的平衡,刀具的磨损情况难以避免。
一般来说,添加到材料中的其它元素有硅、锰、钼、钽、钨等,值得注意的是,钽和钨也是用来制造硬质合金的主要成分,它们能有效地提高硬质合金的性能,但是这些元素加入到工件材料中,就使它变地难以铣削加工。形象通俗地讲,差不多像用一把硬质合金刀具切削另一把硬质合金刀具一样。刀具的破损和成因
为什么切削其它材料的铣刀、刨床刀头,在加工镍基合金时破损较快?搞清楚这一点是很重要的。加工镍基合金,其刀具费用较高,其费用为铣削一般钢材的5~10倍。这点,小编在文末的N06600刨床加工案例中会和用户简单分享下。
毋庸质疑,在铣削镍基合金时,热量是影响刀具寿命的zui重要的因素。极高的切削发热,也不仅仅是铣削镍合金才遇到的问题。铣削镍基合金时,需要对热量加以控制。
许多刀具的损坏还与其它因素有关,不合格的夹具和刀柄都可能缩短刀具寿命。当夹紧的工件刚性不足,切削时产生移动时,可能会引起硬质合金基体的断裂。有时会沿切削刃产生小的裂缝,有时还会从硬质合金刀片上崩掉一块(俗称崩刀),无法继续进行切削。因此,提醒下,在加工开始前,设法加强夹具的刚性,对以后长时间的生产都会带来益处。不仅延长了刀具的寿命,而且还提高了工件表面质量,减少了加工误差。
当然,这种崩刃也可能是因为硬质合金太硬或切削负荷太大所致。这时应考虑采用高速钢刀具进行加工,以减少崩刃的发生。然而,需要说明的是,高速钢刀具又不能像硬质合金那样承受较高的热量。究竟采用什么材料,必须根据具体情况权衡二者得出。
同样,刀柄选择不当,也会缩短刀具寿命。选择刀柄时应遵循一个原则,就是刀柄要尽可能的短。这些对刀具和工件的夹持要求,对铣削任何材料都适用,而当铣削镍基合金时,还需要尽可能采用***的加工经验。
刀具的选择与使用
不管刀具设计得如何,或用什么材料制成,刀具的制造商的专业知识也是帮助经济加工的不可或缺技术来源。
如果超出刀具的加工能力,将导致刀具的损坏。插铣也是一样,如果不能将切屑及时地从槽底排出,切屑将会受到挤压,之后刀具也将损坏。总之,铣削加工高温合金时,这些情况对刀具寿命都是不利的。
铣削镍基合金时,选择适当的切削速度也非常重要。它决定了在切削区产生热量的多少。推荐的速度范围从较低的12~15m/min(对高速钢铣刀)到23~37m/min(对硬质合金铣刀),再到180~245m/min或更高(对陶瓷铣刀)。增加进给量和切削深度也会增加切削热,因相应地增加了切削力和刀具与工件的接触面积。